Uygun bir delme kutusu malzemesi seçmek, cıvata, vida, saplama ve somun gibi bağlantı elemanlarının üretiminde kritik bir karardır. Delme kutusu, soğuk veya sıcak havalarda delme için koruyucu ve destekleyici bir rol oynar. sıcak dövme Boyutsal stabiliteyi sağlayarak, aşınmayı azaltarak ve darbe yüklerini emerek süreci hızlandırır. Doğru malzeme seçimi, takım ömrünü önemli ölçüde artırabilir, ürün tutarlılığını koruyabilir ve sık bakım veya takım arızasından kaynaklanan arıza sürelerini azaltabilir.

Aşağıda, mekanik, termal ve operasyonel faktörleri göz önünde bulundurarak, bağlantı elemanı üretimi için uygun bir delme kovanı malzemesinin nasıl seçileceğine ilişkin ayrıntılı ve profesyonel bir tartışma yer almaktadır.
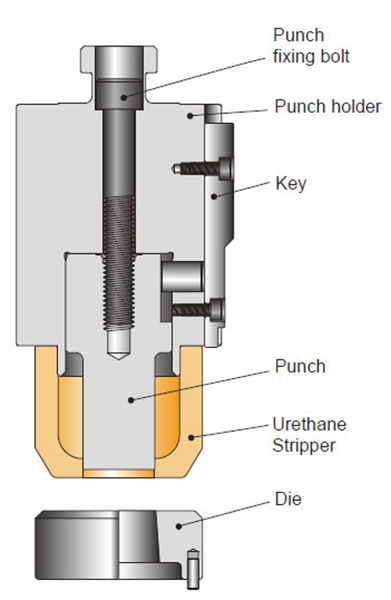
1. Punch Case'in İşlevini Anlayın
- Dövme sırasında radyal ve eksenel gerilmeleri emerek, delme çekirdeğine yapısal destek sağlar.
- Eşit olmayan gerilim dağılımından kaynaklanan yumruk kırılmalarını önler.
- Tekrarlanan darbe ve basınç kuvvetlerinin neden olduğu deformasyonlardan korur.
- Zımbanın konsantrik hizalanmasını sağlayarak bağlantı elemanlarının boyutsal doğruluğunu garanti eder.
- Termal yorgunluğun söz konusu olduğu sıcak dövme uygulamalarında termal bariyer görevi görür.
Dolayısıyla malzemenin yüksek tokluk, aşınma direnci, iyi işlenebilirlik ve gerektiğinde ısıl kararlılık özelliklerinin bir arada bulunması gerekmektedir.
2. Malzeme Seçiminde Temel Faktörler
A. Güç ve Dayanıklılık
- Malzemenin çatlamadan yüksek basınç yüklerine dayanıklı olması gerekir.
- Dayanıklılık Ani darbe veya tekrarlı yüklemeler sonucu oluşabilecek gevrek kırılmaların önlenmesi esastır.
- İdeal malzeme dengeli bir sertliğe (işlemden sonra HRC 40-50 civarında) sahip olmalı, kırılgan hale gelecek kadar sert olmamalı, erken aşınacak kadar da yumuşak olmamalıdır.
B. Aşınma Direnci
- Aşındırıcı ortam ve diğer takımlarla ve iş parçasıyla yüksek basınç teması nedeniyle, malzemenin iyi aşınma direncine sahip olması gerekir.
- Bu, özellikle yüksek mukavemetli bağlantı elemanları oluştururken veya paslanmaz çelik gibi aşındırıcı malzemelerle çalışırken kritik öneme sahiptir.
C. Termal Özellikler
- Sıcak dövme veya sıcak dövmede, delme kovanı malzemesinin sertliğini kaybetmeden (tavlama direnci) yüksek sıcaklıklara dayanıklı olması gerekir.
- Mikro çatlakların ve yüzey pullanmalarının önlenmesi için termal yorulma direnci önemlidir.
D. İşlenebilirlik ve İşlenebilirlik
- Üretim hassasiyeti ve üretim maliyetlerinin düşürülmesi açısından işleme kolaylığı önemlidir.
- Malzemenin sertlik ve tokluğunu hassas bir şekilde ayarlamak için özellikle sertleştirme ve temperleme yoluyla ısıl işleme de iyi yanıt vermesi gerekir.
3. Delgeç Kutuları İçin Yaygın Olarak Kullanılan Malzemeler
Punch case imalatında kullanılan bazı tipik malzemeler ve özellikleri şunlardır:

A. DIN 1.2344 / H13 (Sıcak İş Takım Çeliği)
- Özellikler: Yüksek tokluk, mükemmel ısı şoku direnci, iyi aşınma direnci ve iyi sertleştirilebilirlik.
- Uygulamalar: Hem soğuk hem de sıcak dövme kalıplarında ve kasalarında yaygın olarak kullanılır.
- Artıları: Isıl çatlamaya karşı iyi direnç, iyi işlenebilirlik.
- Not: Her ikisi için de uygundur soğuk başlık ve sıcak/ılık dövme uygulamaları.

B. SKD61 (H13'ün Japon Eşdeğeri)
- Özellikler: DIN 1.2344'e benzer; yüksek sıcaklıklarda yüksek mukavemet, aşınma ve darbe direnci.
- Uygulamalar: Sıcak dövme kalıpları, zımba tutucuları, ekstrüzyon kalıpları.
- Artıları: Döngüsel termal ve mekanik yükler altında güvenilir performans.

C. DIN 1.2714 (45NiCrMo16)
- Özellikler: Yüksek tokluk ve iyi aşınma direnci; yağda sertleştirilebilme özelliği.
- Uygulamalar: Büyük ebatlı delme kovanları, sıcak dövme kalıpları.
- Artıları: Yüksek yükler altında sertliğini korur; darbeye maruz kalan uygulamalar için uygundur.

D. DIN 1.2767 (45NiCrMo16 + Daha Yüksek Karbon)
- Özellikler: Yüksek çekme dayanımı, çok yüksek tokluk.
- Uygulamalar: Büyük çaplı bağlantı elemanları için soğuk dövme delme kutuları.
- Artıları: Çatlamaya karşı çok dayanıklıdır; zorlu soğuk şekillendirmelerde kullanılır.

E. AISI 4140 / 42CrMo
- Özellikler: Orta sertlikte, krom-molibden alaşımlı çelik.
- Uygulamalar: Genel amaçlı delgeç tutucular ve kutular.
- Artıları: Ekonomik, sertlik ve tokluğun iyi dengesi, işlenmesi ve işlenmesi kolaydır.
- Not: Genellikle daha az şiddetli uygulamalarda veya insertlerle birlikte kullanılır.
4. Isıl İşlem Hususları
Delgeç kovanı malzemelerinin performansı, iç yapıyı daha fazla tokluk ve aşınma direnci sağlayacak şekilde ayarlayan uygun ısıl işleme büyük ölçüde bağlıdır. Genel kurallar:
- Söndürme sırasında termal stresi azaltmak için ön ısıtma yapın.
- Malzeme ve kesit kalınlığına bağlı olarak yağ veya hava ile söndürme.
- İstenilen son sertliğe (genellikle kasalar için HRC 40–50) ulaşmak için tavlama.
- H13/SKD61 için: Yapının stabilize edilmesi ve tutulan ostenit miktarının azaltılması için çift temperleme önerilir.
5. Malzemeyi Uygulama Senaryosuna Uygun Hale Getirin
| Uygulama Türü | Önerilen Malzeme | Notlar |
| Karbon çeliğinin soğuk şekillendirilmesi | DIN 1.2714, AISI 4140 | Orta yük, iyi tokluk |
| Paslanmaz çeliğin soğuk şekillendirilmesi | DIN 1.2767, SKD61 | Daha yüksek aşınma ve çatlama direncine ihtiyaç duyar |
| Sıcak dövme cıvataları | H13 / SKD61 | Isıl direnç kritik öneme sahiptir |
| Yüksek hızlı üretim | SKD61, DIN 1.2344 | Boyutsal kararlılık ve aşınma direnci gerektirir |
| Büyük bağlantı elemanları (M24+) | DIN 1.2714, DIN 1.2767 | Dayanıklılığa ve yapısal güce odaklanın |
6. Ek Hususlar
- Yüzey sertliğini artırmak ve sürtünmeyi azaltmak için kaplamalar (örneğin TiN, CrN) uygulanabilir.
- İç gerilmeleri önlemek için delme ucu ile kovan arasındaki montaj boşluğu optimize edilmelidir.
- Üretim toleransı, stres konsantrasyonunu azaltmak için zımba gövdesine tam olarak oturmasını sağlamalıdır.
Çözüm
Doğru delme kovanı malzemesini seçmek, mekanik dayanım, aşınma direnci, termal kararlılık ve üretim kolaylığı arasında dikkatli bir denge kurmayı gerektirir. H13/SKD61, DIN 1.2714 ve DIN 1.2767 gibi malzemeler, zorlu ortamlardaki kanıtlanmış performansları nedeniyle sektörde tercih edilmektedir. Ancak nihai seçim, özel şekillendirme uygulamasına, iş parçası malzemesine, üretim hızına ve maliyet unsurlarına göre yapılmalıdır.
Üreticiler, malzeme özelliklerini operasyonel taleplerle uyumlu hale getirerek takım ömrünü uzatabilir, ürün tutarlılığını sağlayabilir ve toplam takım maliyetlerini azaltabilirler.