Поддержание точности холодновысадочных штампов имеет решающее значение для обеспечения стабильного качества крепежа, максимального срока службы штампов и снижения производственных затрат при крупносерийном производстве. Точность холодновысадочных штампов напрямую влияет на размерную точность, механические характеристики и эстетическое качество готовых крепежных изделий, таких как болты, шпильки, винты и гайки. Представляем подробное профессиональное руководство по поддержанию точности холодновысадочных штампов, охватывающее конструкцию штампов, выбор материалов, производственные процессы, методы обслуживания и контроль качества.
1. Понимание требований к точности при холодной высадке
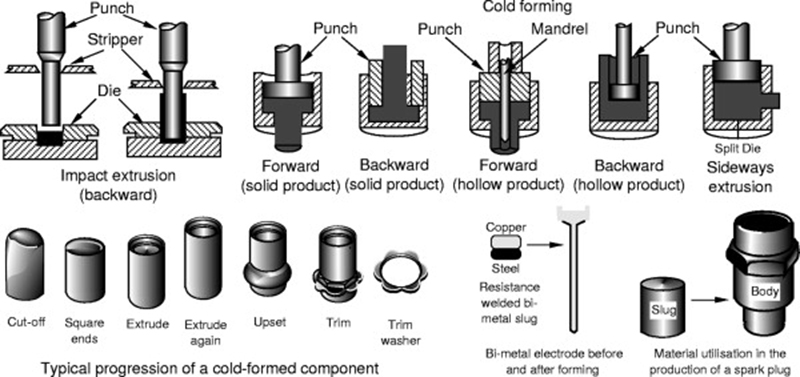
Холодная высадка — это высокоскоростной процесс формовки металла под высоким давлением, при котором прецизионные штампы используются для формования металлических заготовок в крепежные детали без удаления материала. штампы для холодной высадки Подразумевает способность производить детали стабильно в рамках жёстких допусков, обычно в пределах ±0,01 мм или лучше. Любое отклонение может привести к несоответствию размеров, преждевременному выходу инструмента из строя или отбраковке продукции.
Ключевые аспекты, влияющие на точность штампа:
- Геометрия полости матрицы
- Концентричность и соосность между пуансоном и матрицей
- Качество поверхности и твердость
- Контроль допусков и тепловое расширение
2. Использование высококачественных материалов для штампов
Основа точности начинается с выбора правильного материала штампов. Для штампов холодной высадки обычно используются быстрорежущие стали (HSS), такие как SKH-9, порошковые стали, такие как ASP23, или карбид вольфрама.
Рекомендуемые материалы:
- Карбид вольфрама: высокая прочность на сжатие и износостойкость штампы для формовки орехов и экструзия.
- SKH-9 / M2 HSS: Отлично подходит для штамповки благодаря своей прочности и красностойкости.
- ASP23 (инструментальная сталь PM): обеспечивает сбалансированную прочность и износостойкость для штампов сложной формы.
Правильная термическая обработка этих материалов обеспечивает:
- Оптимальная твердость (обычно HRC 60–65 для быстрорежущей стали, >80 HRA для твердого сплава)
- Стойкость к усталости и растрескиванию
- Стабильность размеров во время эксплуатации
3. Прецизионная механическая обработка и методы электроэрозионной обработки
Точность штампа закладывается на этапе его изготовления. Высокоточное обрабатывающее оборудование имеет решающее значение для создания точных полостей штампа и профилей пуансонов.
Ключевые методы:
- Шлифование с ЧПУ: Для точных наружных диаметров, конусностей и пуансонов.
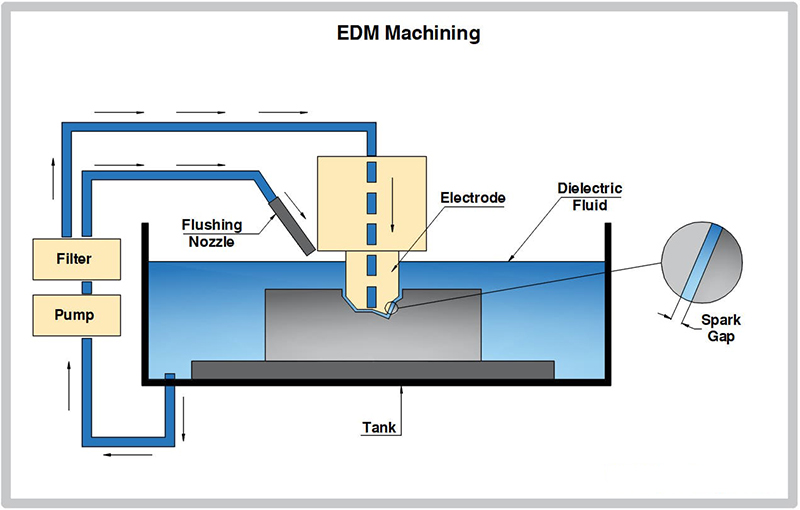
- Электроэрозионная обработка проволокой (ЭЭО): Обеспечивает точность на уровне микронов при обработке сложных контуров и внутренних деталей.
- Синкер EDM: Используется для формирования глубоких полостей с жесткими допусками.
- Шлифовка и полировка: Обеспечивает зеркальную чистоту поверхности, снижая трение и износ во время формовки.
Постоянный контроль износа инструмента в процессе обработки гарантирует, что размеры штампа будут соответствовать техническим характеристикам.
4. Контроль размеров и качества поверхности
После изготовления все штампы проходят строгий контроль качества для подтверждения их точности.
Основные инструменты проверки:
- Координатно-измерительные машины (КИМ)
- Оптические компараторы или профильные проекторы
- Измерители шероховатости поверхности (предпочтительно Ra < 0,2 мкм)
- Приборы для проверки круглости и концентричности
Проверки допусков должны включать внутренний и внешний диаметры, высоту, глубину, концентричность между компонентами (например, вставкой штампа по отношению к корпусу) и выравнивание пуансона.
5. Правильная сборка и выравнивание
Даже самые точно изготовленные штампы выйдут из строя при неправильной сборке. Во время настройки инструмента:
- Для обеспечения соосности используйте выравнивающие втулки, направляющие втулки и шпоночные пазы.
- Убедитесь, что на корпусе штампа и вставках нет заусенцев и мусора.
- Используйте методы прессовой или горячей посадки с осторожностью, чтобы избежать концентрации напряжений.
Сборку комплектов штампов следует проводить в чистых, контролируемых условиях, чтобы предотвратить загрязнение, которое может повлиять на совмещение или вызвать преждевременный износ.
6. Смазка и покрытие
Трение является основной причиной износа инструмента и потери размеров при холодной высадке. Для поддержания точности необходимо минимизировать трение посредством правильной смазки и обработки поверхности.

Лучшие практики:
Используйте смазочные материалы для обработки металлов давлением под высоким давлением (например, покрытия на основе фосфата кальция или цинка, за которыми следуют смазки на основе мыла).
Нанесите покрытия для штампов, такие как:
- TiN, TiCN или AlCrN для пуансонов
- DLC (алмазоподобный углерод) для износостойкости
- Покрытия PVD для повышения твердости поверхности штампа и уменьшения прилипания
Эти виды обработки значительно снижают истирание, улучшают качество обработки деталей и сохраняют геометрию штампа в течение более длительного периода.
7. Профилактическое обслуживание и восстановление штампов
Регулярный осмотр и восстановление имеют решающее значение для поддержания точности штампов в долгосрочной перспективе.
Стратегия обслуживания:
- Проверяйте штампы через запланированные интервалы или по циклам подсчета деталей.
- Измерьте зоны износа, особенно в зонах формовки, на кончиках пуансонов и на заплечиках матрицы.
- Отполируйте незначительные изношенные участки и перешлифуйте или перепроложите штампы, в которых имеются признаки искажения формы.
- Отслеживайте историю штампов (циклы использования, дефекты, типы отказов) для выявления тенденций.
Не следует использовать штампы после истечения их оптимального срока службы; в противном случае это может снизить точность деталей и повредить пресс или другие инструменты.
8. Хранение и обращение
С точными штампами необходимо обращаться и хранить осторожно, чтобы не допустить их физического повреждения или воздействия окружающей среды.
Рекомендации:
- Хранить в защищенном от ржавчины, пыли и контролируемой температуре месте.
- Используйте защитные чехлы для штампов.
- Перед хранением очистите и смажьте инструменты, чтобы предотвратить коррозию.
Неправильное хранение может привести к коррозии поверхности или изменению размеров из-за окисления или термоциклирования.
9. Обучение и навыки оператора
Поддержание точности также зависит от знаний и последовательности действий изготовителей инструментов и операторов.
- Обучите персонал точным методам проверки и протоколам обращения.
- Задокументируйте стандартные рабочие процедуры (СОП) по настройке и обслуживанию штампов.
- Поощряйте получение отзывов от производителей инструментов относительно стабильности качества деталей и срока службы инструментов.
Для обеспечения точности на протяжении всего жизненного цикла штампа необходима хорошо информированная команда.
Заключение
Точность штампов для холодной высадки достигается благодаря комплексному подходу, включающему использование высококачественных материалов, передовых технологий производства, строгий контроль, правильную сборку, регулярную смазку и тщательное техническое обслуживание. Каждый этап играет важную роль в обеспечении производства крепежа с жесткими допусками и стабильности характеристик штампов в течение длительного времени. Инвестиции в точность не только повышают качество продукции, но и значительно увеличивают срок службы инструмента и общую эффективность производства.