Maintaining precision in cold heading dies is essential for ensuring consistent fastener quality, maximizing die life, and reducing production costs in high-volume manufacturing. Precision in cold heading dies directly impacts the dimensional accuracy, mechanical performance, and aesthetic quality of the finished fasteners, such as bolts, studs, screws, and nuts. Here is a detailed professional guide on how to maintain precision in cold heading dies, covering die design, material selection, manufacturing practices, maintenance techniques, and quality control.
1. Understanding Precision Requirements in Cold Heading
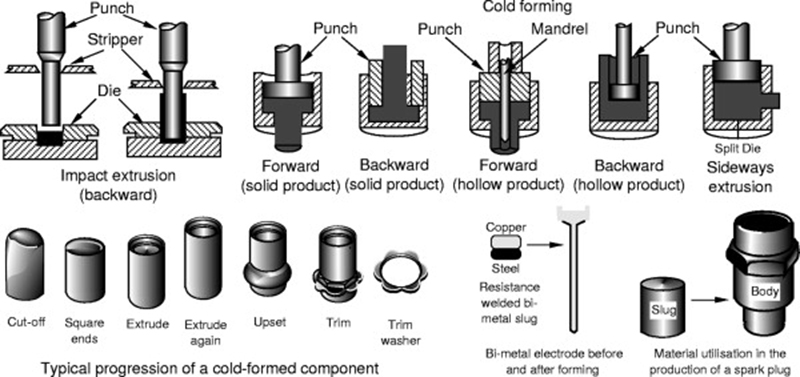
Cold heading is a high-speed, high-pressure metal forming process where precision dies are used to shape metal blanks into fasteners without removing material. Precision in cold heading dies refers to the ability to produce parts consistently within tight tolerances, typically within ±0.01 mm or better. Any deviation can cause dimensional inconsistency, premature tool failure, or product rejection.
Key aspects influencing die precision:
- Die cavity geometry
- Concentricity and alignment between punch and die
- Surface finish and hardness
- Tolerance control and thermal expansion
2. Use of High-Quality Die Materials
The foundation of precision starts with selecting the correct die materials. High-speed steels (HSS) like SKH-9, powder metallurgy steels like ASP23, or tungsten carbide are commonly used for cold heading dies.
Recommended materials:
- Tungsten Carbide: High compressive strength and wear resistance for nut-forming dies and extrusion.
- SKH-9 / M2 HSS: Excellent for punches due to its toughness and red hardness.
- ASP23 (PM tool steel): Offers balanced toughness and wear resistance for complex die shapes.
Proper heat treatment of these materials ensures:
- Optimal hardness (generally HRC 60–65 for HSS, >80 HRA for carbide)
- Resistance to fatigue and cracking
- Dimensional stability during service
3. Precision Machining and EDM Techniques
The precision of a die starts in the manufacturing process. High-precision machining equipment is crucial for producing accurate die cavities and punch profiles.
Key techniques:
- CNC Grinding: For accurate outer diameters, tapers, and punches.
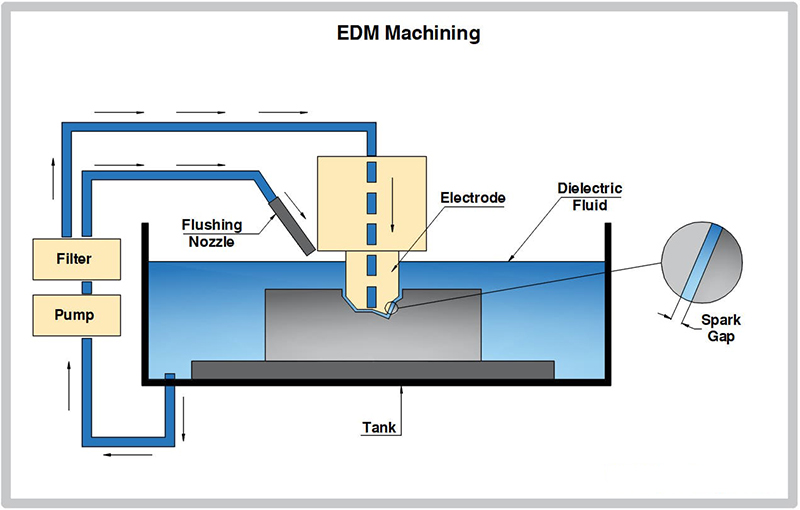
- Wire EDM (Electrical Discharge Machining): Enables micron-level precision in complex contours and internal features.
- Sinker EDM: Used for deep cavity formation with tight tolerances.
- Lapping and Polishing: Achieves mirror-like surface finish, reducing friction and wear during forming.
Consistent monitoring of tool wear during machining ensures die dimensions remain within specification.
4. Dimensional and Surface Finish Inspection
After manufacturing, all dies must undergo strict quality control to verify their accuracy.
Essential inspection tools:
- Coordinate Measuring Machines (CMM)
- Optical comparators or profile projectors
- Surface roughness testers (Ra < 0.2 μm preferred)
- Roundness and concentricity testers
Tolerance checks should include inner and outer diameters, height, depth, concentricity between components (such as die insert to casing), and punch alignment.
5. Proper Assembly and Alignment
Even the most precisely manufactured dies will fail if poorly assembled. During tool setup:
- Use alignment sleeves, guide bushings, and keyways to ensure coaxial alignment.
- Ensure die casing and inserts are free of burrs or debris.
- Use press-fit or shrink-fit techniques carefully to avoid stress concentrations.
Die sets should be assembled under clean, controlled conditions to prevent contamination that can affect alignment or cause premature wear.
6. Lubrication and Coating
Friction is a primary cause of tool wear and dimensional loss in cold heading. Maintaining precision requires minimizing friction through proper lubrication and surface treatment.

Best practices:
Use high-pressure metal forming lubricants (e.g., calcium or zinc phosphate coatings followed by soap-based lubricants).
Apply die coatings such as:
- TiN, TiCN, or AlCrN for punches
- DLC (Diamond-Like Carbon) for wear resistance
- PVD coatings to improve die surface hardness and reduce sticking
These treatments significantly reduce galling, improve part finish, and maintain die geometry over a longer period.
7. Preventive Maintenance and Die Reconditioning
Routine inspection and reconditioning are crucial to maintain long-term die precision.
Maintenance strategy:
- Inspect dies at scheduled intervals or by part-count cycles.
- Measure wear zones—particularly in forming zones, punch tips, and die shoulders.
- Polish minor wear areas and regrind or rewire dies showing signs of shape distortion.
- Track die history (usage cycles, defects, failure types) to identify trends.
Dies should not be used past their optimal wear limits; otherwise, they may compromise part accuracy and damage the press or other tools.
8. Storage and Handling
Precision dies must be handled and stored with care to prevent physical or environmental damage.
Recommendations:
- Store in rust-proof, dust-free, and temperature-controlled conditions.
- Use protective cases for die sets.
- Clean and oil tools before storage to prevent corrosion.
Improper storage can cause surface corrosion or dimensional shifts due to oxidation or thermal cycling.
9. Training and Operator Skill
Maintaining precision also relies on the knowledge and consistency of toolmakers and operators.
- Train staff in precision inspection methods and handling protocols.
- Document standard operating procedures (SOPs) for die setup and maintenance.
- Encourage feedback from production to tooling on part consistency and tool life.
A well-informed team is essential to ensure that precision is maintained throughout the die’s lifecycle.
Conclusion
Precision in cold heading dies is achieved through an integrated approach involving high-quality materials, advanced manufacturing techniques, rigorous inspection, correct assembly, consistent lubrication, and meticulous maintenance. Each step plays a role in ensuring that fasteners are produced within tight tolerances and that die performance remains stable over time. Investing in precision not only improves product quality but also significantly enhances tool life and overall production efficiency.