Nel frenetico mondo della produzione di elementi di fissaggio metallici, efficienza, precisione e convenienza sono imprescindibili. Gli stampi per la formatura di dadi svolgono un ruolo fondamentale nella trasformazione delle barre grezze in dadi finiti, garantendo una geometria costante, tolleranze ristrette e un'elevata produttività. Che si producano dadi esagonali, dadi autobloccanti o profili speciali, la progettazione corretta dello stampo può fare la differenza tra operazioni fluide e frequenti tempi di fermo.

Cosa sono gli stampi per la formatura dei dadi?
Gli stampi per la formatura dei dadi sono componenti di utensili specializzati utilizzati nei processi di formatura a freddo o a caldo per produrre dadi da grezzi metallici. Questi stampi sono costituiti da due metà accoppiate, spesso chiamate punzone (matrice superiore) e cavità (matrice inferiore), che insieme modellano il pezzo in lavorazione ad alta pressione:
Punzone (matrice superiore): Modella il profilo esterno e taglia il materiale in eccesso.
Cavità (matrice inferiore): Definisce la forma della filettatura interna e le dimensioni finali del dado.
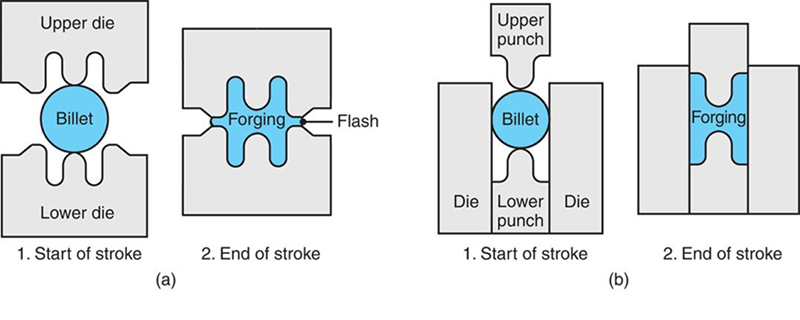
Grazie al controllo attento del flusso del materiale, queste matrici possono produrre dadi con sbavature minime, filettature precise e un'eccellente finitura superficiale.
Principali vantaggi dell'utilizzo di stampi per la formatura dei dadi
Elevata produttività: La formatura a freddo con stampi di precisione può raggiungere decine di migliaia di pezzi all'ora, superando di gran lunga i metodi di lavorazione meccanica.
Risparmio di materiale: La formatura richiede meno materia prima rispetto alla lavorazione tradizionale, poiché lo spreco di trucioli è minimo.
Qualità costante: Uno stampo ben progettato garantisce dimensioni uniformi, riducendo i pezzi scartati e i costi di ispezione a valle.
Proprietà meccaniche migliorate: L'incrudimento durante la formatura a freddo può migliorare la resistenza dei dadi e la durata alla fatica.
Costi di attrezzaggio inferiori: Sebbene l'investimento iniziale per lo stampo possa essere notevole, il costo per pezzo degli utensili diminuisce drasticamente in caso di volumi elevati.
Tipi di stampi per la formatura dei dadi
A seconda del volume di produzione, della geometria del dado e del materiale, è possibile scegliere tra diversi tipi di matrice:
| Tipo di matrice | Caso d'uso tipico |
|---|---|
| Set di due stampi | Dadi flangiati esagonali/esagonali standard; volume moderato |
| Stampi progressivi multistadio | Profili complessi; volume ultra-elevato |
| Stampi per forgiatura a caldo | Leghe ad alta resistenza; dadi di grande diametro |
| Filiere per filettatura combinata | Punzonatura e rullatura integrate |
Gli stampi per la formatura dei dadi possono essere personalizzati anche per profili non standard, depressioni integrate o caratteristiche di bloccaggio uniche (inserti in nylon, dentellature).
Selezione del materiale per gli stampi
Il materiale dello stampo influenza direttamente la durata dell'utensile, i programmi di manutenzione e la qualità del pezzo. I materiali più comuni includono:
Acciaio rapido (HSS): Equilibra tenacità e resistenza all'usura; ideale per produzioni di volumi ridotti.

Acciaio per utensili in polvere metallica: Offre resistenza all'usura e tenacità superiori; adatto per volumi da medi ad alti.

D2 o AISI H13: Durezza eccezionale e capacità di lavorazione a caldo; utilizzato per applicazioni di forgiatura a caldo.
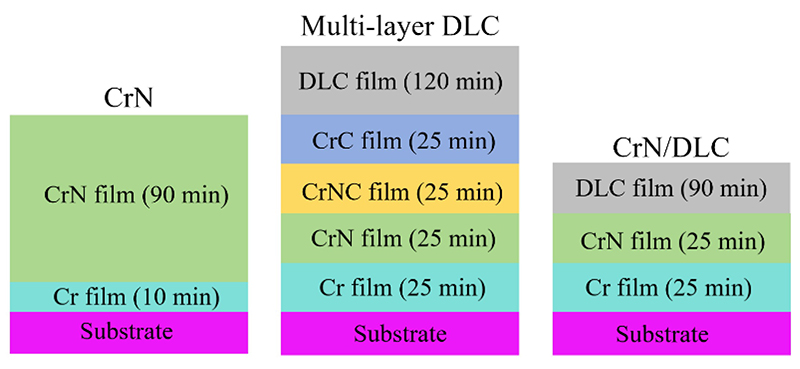
Rivestimenti speciali (TiN, CrN): Riduce l'usura e prolunga la durata degli stampi quando si lavora con acciai inossidabili o leghe abrasive.
Per scegliere il grado giusto è necessario valutare la lunghezza della corsa, il materiale grezzo, la lubrificazione e la temperatura di esercizio.
Progettazione di stampi per la formatura dei dadi: buone pratiche
Tolleranze dimensionali: Stabilire tolleranze critiche per il diametro esterno della filettatura, l'altezza e la larghezza delle superfici piane per garantire la compatibilità con i bulloni di accoppiamento.
Angoli di sformo e smussi: Incorporare angoli di sformo ridotti (0,5°–2°) per facilitare l'ingresso e l'espulsione dello stampo. Gli smussi facilitano l'allineamento iniziale del materiale.
Controllo flash: Progettare scanalature di sbavatura per raccogliere il materiale in eccesso, evitando accumuli di sbavatura che potrebbero danneggiare gli stampi.
Caratteristiche di allineamento della matrice: Includere perni guida e boccole per mantenere una registrazione precisa tra punzone e cavità.
Gioco e lubrificazione: Assicurare un adeguato gioco tra gli stampi (solitamente 6%–8% di diametro del pezzo grezzo) e specificare canali di erogazione del lubrificante adeguati per ridurre l'attrito e l'usura.
Un modello CAD (Computer-Aided Design) dettagliato, supportato dall'analisi degli elementi finiti (FEA), può prevedere il flusso dei materiali e identificare potenziali concentrazioni di stress prima della produzione dello stampo.
Manutenzione e cura degli stampi
Per massimizzare la durata delle vostre matrici per la formatura dei dadi è essenziale una manutenzione regolare:
Ispezione giornaliera: Controllare che i naselli dei punzoni e i bordi delle cavità non presentino scheggiature, crepe o usura eccessiva.
Lucidatura periodica: Lucidare leggermente le superfici dello stampo per rimuovere piccoli graffi e prevenire la corrosione da sfregamento.
Controlli del sistema di lubrificazione: Verificare che i getti d'olio o gli ingrassatori forniscano una lubrificazione costante alle zone critiche dello stampo.
Riaffilatura e rivestimento: Pianificare la rettifica degli stampi quando le forme dei filetti si discostano dalla tolleranza. Riapplicare i rivestimenti PVD secondo necessità per ripristinare la durezza superficiale.
Inventario di stampi di ricambio: Mantenere un set di backup per ridurre al minimo i tempi di inattività durante i cicli di manutenzione.
L'implementazione di un registro di manutenzione degli stampi, che tenga traccia della durata delle tirature, delle date di riparazione e delle metriche delle prestazioni, aiuta a prevedere quando saranno necessarie sostituzioni o ristrutturazioni.
Applicazioni e settori
Gli stampi per la formatura dei dadi servono un'ampia gamma di settori:
Automobili e attrezzature pesanti: Produzione di dadi ad alta resistenza per blocchi motore, gruppi telaio e mozzi ruota.
Edilizia e infrastrutture: Dadi esagonali e dadi di accoppiamento per strutture in acciaio, impalcature e installazioni di servizi.
Elettronica ed elettrodomestici: Dadi in miniatura per assemblaggi di precisione nell'elettronica di consumo.
Petrolio e gas: Dadi di bloccaggio speciali e dadi esagonali pesanti per flange ad alta pressione e apparecchiature sottomarine.
Ogni applicazione può imporre requisiti specifici in termini di finitura superficiale, proprietà meccaniche o resistenza ambientale, rendendo necessaria la progettazione di stampi specializzati.
Gli stampi per la formatura dei dadi sono la spina dorsale di una produzione di dadi efficiente e di alta qualità in innumerevoli settori. Selezionando il tipo di stampo, il materiale e le caratteristiche di progettazione più adatti, e mantenendo gli utensili con cura, è possibile ottenere una produttività eccezionale, costi ridotti e prestazioni di fissaggio superiori. Che si tratti di una produzione di massa o di profili di dadi speciali, investire in stampi per la formatura dei dadi progettati da esperti è una decisione che si traduce in affidabilità e redditività.