Mantenere la precisione negli stampi per stampaggio a freddo è essenziale per garantire una qualità costante degli elementi di fissaggio, massimizzarne la durata e ridurre i costi di produzione nella produzione su larga scala. La precisione negli stampi per stampaggio a freddo influisce direttamente sulla precisione dimensionale, sulle prestazioni meccaniche e sulla qualità estetica degli elementi di fissaggio finiti, come bulloni, prigionieri, viti e dadi. Ecco una guida professionale dettagliata su come mantenere la precisione negli stampi per stampaggio a freddo, che copre la progettazione degli stampi, la selezione dei materiali, le pratiche di produzione, le tecniche di manutenzione e il controllo qualità.
1. Comprensione dei requisiti di precisione nella stampaggio a freddo
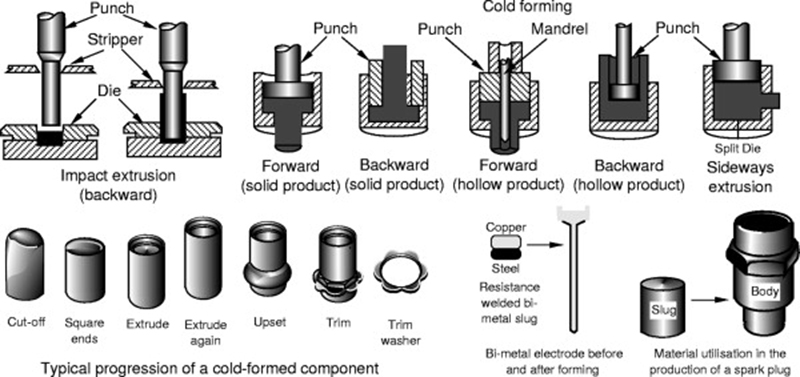
La stampaggio a freddo è un processo di formatura dei metalli ad alta velocità e ad alta pressione in cui vengono utilizzati stampi di precisione per trasformare grezzi di metallo in elementi di fissaggio senza rimuovere materiale. Precisione in stampi per stampaggio a freddo Si riferisce alla capacità di produrre parti in modo uniforme entro tolleranze ristrette, in genere entro ±0,01 mm o superiori. Qualsiasi deviazione può causare incoerenza dimensionale, guasti prematuri degli utensili o scarti del prodotto.
Aspetti chiave che influenzano la precisione dello stampo:
- Geometria della cavità dello stampo
- Concentricità e allineamento tra punzone e matrice
- Finitura superficiale e durezza
- Controllo della tolleranza e dilatazione termica
2. Utilizzo di materiali di alta qualità per gli stampi
La base della precisione inizia con la scelta dei materiali corretti per gli stampi. Per gli stampi per stampaggio a freddo vengono comunemente utilizzati acciai rapidi (HSS) come l'SKH-9, acciai da metallurgia delle polveri come l'ASP23 o carburo di tungsteno.
Materiali consigliati:
- Carburo di tungsteno: elevata resistenza alla compressione e all'usura per stampi per la formatura dei dadi ed estrusione.
- SKH-9 / M2 HSS: Eccellente per punzoni grazie alla sua tenacità e durezza superficiale.
- ASP23 (acciaio per utensili PM): offre tenacità e resistenza all'usura bilanciate per forme di stampi complesse.
Un corretto trattamento termico di questi materiali garantisce:
- Durezza ottimale (generalmente HRC 60–65 per HSS, >80 HRA per carburo)
- Resistenza alla fatica e alle crepe
- Stabilità dimensionale durante il servizio
3. Tecniche di lavorazione di precisione e EDM
La precisione di uno stampo inizia nel processo di produzione. Attrezzature di lavorazione ad alta precisione sono fondamentali per produrre cavità dello stampo e profili di punzone precisi.
Tecniche chiave:
- Rettifica CNC: Per diametri esterni, conicità e punzoni precisi.
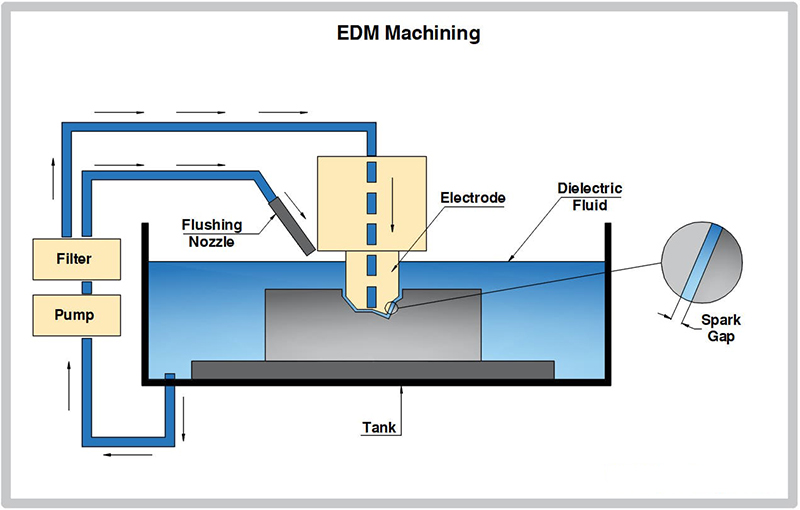
- Elettroerosione a filo (EDM): Consente una precisione a livello micron nei contorni complessi e nelle caratteristiche interne.
- Elettroerosione a tuffo: Utilizzato per la formazione di cavità profonde con tolleranze ristrette.
- Lappatura e lucidatura: Ottiene una finitura superficiale a specchio, riducendo l'attrito e l'usura durante la formatura.
Il monitoraggio costante dell'usura degli utensili durante la lavorazione garantisce che le dimensioni degli stampi rimangano entro le specifiche.
4. Ispezione dimensionale e della finitura superficiale
Dopo la produzione, tutti gli stampi devono essere sottoposti a rigorosi controlli di qualità per verificarne l'accuratezza.
Strumenti essenziali per l'ispezione:
- Macchine di misura a coordinate (CMM)
- Comparatori ottici o proiettori di profili
- Misuratori di rugosità superficiale (Ra < 0,2 μm preferito)
- Misuratori di rotondità e concentricità
I controlli di tolleranza devono includere i diametri interno ed esterno, l'altezza, la profondità, la concentricità tra i componenti (ad esempio l'inserto dello stampo rispetto all'involucro) e l'allineamento del punzone.
5. Corretto assemblaggio e allineamento
Anche gli stampi realizzati con la massima precisione possono rompersi se assemblati male. Durante la configurazione degli utensili:
- Utilizzare manicotti di allineamento, boccole di guida e sedi per chiavette per garantire l'allineamento coassiale.
- Assicurarsi che l'involucro dello stampo e gli inserti siano privi di sbavature o detriti.
- Utilizzare con cautela le tecniche di press-fit o shrink-fit per evitare concentrazioni di stress.
I set di matrici devono essere assemblati in condizioni pulite e controllate per evitare contaminazioni che potrebbero compromettere l'allineamento o causare un'usura prematura.
6. Lubrificazione e rivestimento
L'attrito è una delle cause principali dell'usura degli utensili e delle perdite dimensionali durante la stampaggio a freddo. Per mantenere la precisione è necessario ridurre al minimo l'attrito attraverso una lubrificazione e un trattamento superficiale adeguati.

Buone pratiche:
Utilizzare lubrificanti per la formatura dei metalli ad alta pressione (ad esempio, rivestimenti di fosfato di calcio o di zinco seguiti da lubrificanti a base di sapone).
Applicare rivestimenti per stampi quali:
- TiN, TiCN o AlCrN per i punzoni
- DLC (Diamond-Like Carbon) per la resistenza all'usura
- Rivestimenti PVD per migliorare la durezza superficiale dello stampo e ridurre l'aderenza
Questi trattamenti riducono significativamente l'usura, migliorano la finitura dei pezzi e mantengono la geometria dello stampo per un periodo più lungo.
7. Manutenzione preventiva e ricondizionamento degli stampi
L'ispezione e la ricondizionatura di routine sono essenziali per mantenere la precisione degli stampi a lungo termine.
Strategia di manutenzione:
- Ispezionare gli stampi a intervalli programmati o mediante cicli di conteggio dei pezzi.
- Misurare le zone soggette a usura, in particolare nelle zone di formatura, nelle punte dei punzoni e nelle spalle degli stampi.
- Lucidare le aree di minore usura e rettificare o ricablare le matrici che mostrano segni di deformazione della forma.
- Monitorare la cronologia degli stampi (cicli di utilizzo, difetti, tipi di guasto) per identificare le tendenze.
Gli stampi non devono essere utilizzati oltre i limiti di usura ottimali; in caso contrario, potrebbero compromettere la precisione del pezzo e danneggiare la pressa o altri utensili.
8. Conservazione e movimentazione
Gli stampi di precisione devono essere maneggiati e conservati con cura per evitare danni fisici o ambientali.
Raccomandazioni:
- Conservare in un luogo antiruggine, privo di polvere e a temperatura controllata.
- Utilizzare custodie protettive per i set di matrici.
- Pulire e oliare gli utensili prima di riporli per evitare la corrosione.
Una conservazione impropria può causare corrosione superficiale o spostamenti dimensionali dovuti all'ossidazione o ai cicli termici.
9. Formazione e abilità dell'operatore
Il mantenimento della precisione dipende anche dalla conoscenza e dalla coerenza dei costruttori di utensili e degli operatori.
- Formare il personale sui metodi di ispezione di precisione e sui protocolli di gestione.
- Documentare le procedure operative standard (SOP) per la configurazione e la manutenzione degli stampi.
- Incoraggiare il feedback dalla produzione agli utensili sulla coerenza dei pezzi e sulla durata degli utensili.
Un team ben informato è essenziale per garantire che la precisione venga mantenuta durante l'intero ciclo di vita dello stampo.
Conclusione
La precisione negli stampi per stampaggio a freddo si ottiene attraverso un approccio integrato che coinvolge materiali di alta qualità, tecniche di produzione avanzate, ispezioni rigorose, assemblaggio corretto, lubrificazione costante e manutenzione meticolosa. Ogni fase contribuisce a garantire che gli elementi di fissaggio siano prodotti entro tolleranze ristrette e che le prestazioni degli stampi rimangano stabili nel tempo. Investire nella precisione non solo migliora la qualità del prodotto, ma aumenta anche significativamente la durata degli utensili e l'efficienza produttiva complessiva.