Mempertahankan presisi pada cetakan cold heading sangat penting untuk memastikan kualitas pengikat yang konsisten, memaksimalkan masa pakai cetakan, dan mengurangi biaya produksi dalam produksi bervolume tinggi. Presisi pada cetakan cold heading berdampak langsung pada akurasi dimensi, kinerja mekanis, dan kualitas estetika pengikat yang telah selesai, seperti baut, stud, sekrup, dan mur. Berikut panduan profesional terperinci tentang cara mempertahankan presisi pada cetakan cold heading, yang mencakup desain cetakan, pemilihan material, praktik manufaktur, teknik perawatan, dan kontrol kualitas.
1. Memahami Persyaratan Presisi dalam Cold Heading
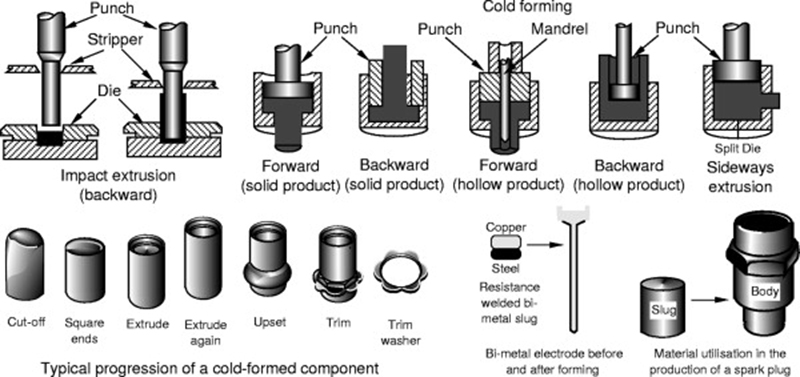
Cold heading adalah proses pembentukan logam berkecepatan tinggi dan bertekanan tinggi di mana cetakan presisi digunakan untuk membentuk logam kosong menjadi pengencang tanpa menghilangkan material. Presisi dalam cetakan cold heading mengacu pada kemampuan untuk memproduksi komponen secara konsisten dalam toleransi yang ketat, biasanya dalam ±0,01 mm atau lebih. Setiap penyimpangan dapat menyebabkan inkonsistensi dimensi, kegagalan alat prematur, atau penolakan produk.
Aspek utama yang mempengaruhi presisi cetakan:
- Geometri rongga cetakan
- Konsentrisitas dan keselarasan antara punch dan die
- Permukaan akhir dan kekerasan
- Kontrol toleransi dan ekspansi termal
2. Penggunaan Bahan Die Berkualitas Tinggi
Fondasi presisi dimulai dengan pemilihan material die yang tepat. Baja kecepatan tinggi (HSS) seperti SKH-9, baja metalurgi serbuk seperti ASP23, atau tungsten karbida umumnya digunakan untuk die dengan heading dingin.
Bahan yang direkomendasikan:
- Tungsten Carbide: Kekuatan tekan dan ketahanan aus yang tinggi untuk cetakan pembentuk mur dan ekstrusi.
- SKH-9 / M2 HSS: Sangat baik untuk pukulan karena ketangguhan dan kekerasan merahnya.
- ASP23 (baja perkakas PM): Menawarkan ketangguhan dan ketahanan aus yang seimbang untuk bentuk cetakan yang rumit.
Perlakuan panas yang tepat terhadap bahan-bahan ini memastikan:
- Kekerasan optimal (umumnya HRC 60–65 untuk HSS, >80 HRA untuk karbida)
- Ketahanan terhadap kelelahan dan retak
- Stabilitas dimensi selama servis
3. Teknik Pemesinan Presisi dan EDM
Presisi sebuah die dimulai dari proses manufaktur. Peralatan permesinan presisi tinggi sangat penting untuk menghasilkan rongga die dan profil punch yang akurat.
Teknik utama:
- Penggilingan CNC: Untuk diameter luar, tirus, dan pukulan yang akurat.
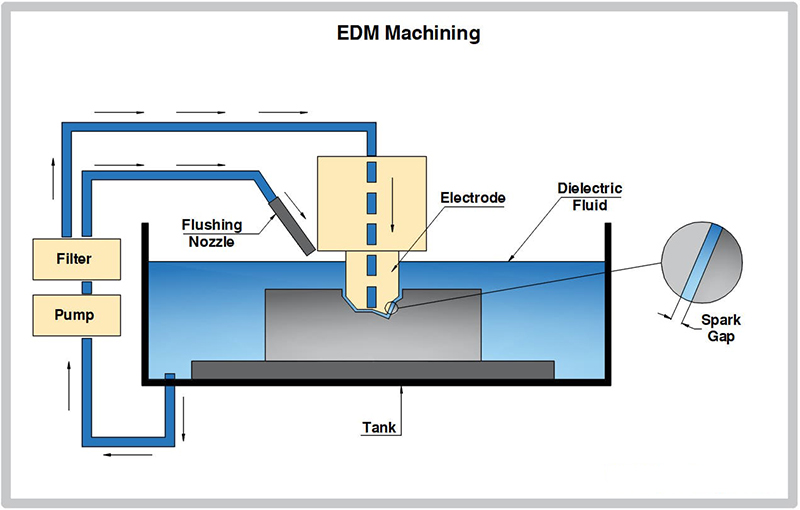
- Kawat EDM (Pemesinan Pelepasan Listrik): Memungkinkan presisi tingkat mikron dalam kontur kompleks dan fitur internal.
- EDM Pemberat: Digunakan untuk pembentukan rongga dalam dengan toleransi yang ketat.
- Lapping dan Poles: Mencapai permukaan akhir seperti cermin, mengurangi gesekan dan keausan selama pembentukan.
Pemantauan keausan alat secara konsisten selama pemesinan memastikan dimensi cetakan tetap sesuai spesifikasi.
4. Inspeksi Dimensi dan Permukaan Akhir
Setelah diproduksi, semua cetakan harus menjalani kontrol kualitas yang ketat untuk memverifikasi keakuratannya.
Alat inspeksi penting:
- Mesin Pengukur Koordinat (CMM)
- Komparator optik atau proyektor profil
- Penguji kekasaran permukaan (Ra < 0,2 μm lebih disukai)
- Penguji kebulatan dan konsentrisitas
Pemeriksaan toleransi harus mencakup diameter dalam dan luar, tinggi, kedalaman, konsentrisitas antara komponen (seperti sisipan cetakan ke casing), dan keselarasan pukulan.
5. Perakitan dan Penyelarasan yang Tepat
Bahkan cetakan yang diproduksi paling presisi sekalipun akan rusak jika dirakit dengan buruk. Selama penyiapan alat:
- Gunakan selongsong penyelarasan, bushing pemandu, dan alur pasak untuk memastikan penyelarasan koaksial.
- Pastikan casing die dan sisipan bebas dari gerinda atau kotoran.
- Gunakan teknik press-fit atau shrink-fit secara hati-hati untuk menghindari konsentrasi tegangan.
Set cetakan harus dirakit dalam kondisi bersih dan terkendali untuk mencegah kontaminasi yang dapat memengaruhi penyelarasan atau menyebabkan keausan dini.
6. Pelumasan dan Pelapisan
Gesekan merupakan penyebab utama keausan pahat dan kehilangan dimensi pada arah dingin. Mempertahankan presisi memerlukan minimalisasi gesekan melalui pelumasan dan perawatan permukaan yang tepat.

Praktik terbaik:
Gunakan pelumas pembentuk logam bertekanan tinggi (misalnya, lapisan kalsium atau seng fosfat diikuti dengan pelumas berbahan dasar sabun).
Terapkan pelapis cetakan seperti:
- TiN, TiCN, atau AlCrN untuk pukulan
- DLC (Diamond-Like Carbon) untuk ketahanan aus
- Pelapis PVD untuk meningkatkan kekerasan permukaan cetakan dan mengurangi lengket
Perawatan ini secara signifikan mengurangi goresan, meningkatkan penyelesaian komponen, dan mempertahankan geometri cetakan dalam jangka waktu lebih lama.
7. Perawatan Preventif dan Rekondisi Die
Pemeriksaan rutin dan perbaikan sangat penting untuk menjaga presisi cetakan jangka panjang.
Strategi pemeliharaan:
- Periksa cetakan pada interval terjadwal atau berdasarkan siklus penghitungan komponen.
- Ukur zona keausan—terutama di zona pembentukan, ujung pelubang, dan bahu cetakan.
- Poles bagian yang aus dan giling ulang atau kawat ulang cetakan yang menunjukkan tanda-tanda distorsi bentuk.
- Melacak riwayat cetakan (siklus penggunaan, cacat, jenis kegagalan) untuk mengidentifikasi tren.
Cetakan tidak boleh digunakan melewati batas keausan optimal; jika tidak, dapat mengorbankan keakuratan komponen dan merusak mesin pres atau perkakas lainnya.
8. Penyimpanan dan Penanganan
Cetakan presisi harus ditangani dan disimpan dengan hati-hati untuk mencegah kerusakan fisik atau lingkungan.
Rekomendasi:
- Simpan di tempat yang anti karat, bebas debu, dan dalam kondisi suhu terkontrol.
- Gunakan wadah pelindung untuk set cetakan.
- Bersihkan dan lumasi peralatan sebelum disimpan untuk mencegah korosi.
Penyimpanan yang tidak tepat dapat menyebabkan korosi permukaan atau pergeseran dimensi karena oksidasi atau siklus termal.
9. Pelatihan dan Keterampilan Operator
Menjaga ketepatan juga bergantung pada pengetahuan dan konsistensi pembuat alat dan operator.
- Melatih staf kereta api dalam metode pemeriksaan presisi dan protokol penanganan.
- Dokumentasikan prosedur operasi standar (SOP) untuk pengaturan dan pemeliharaan cetakan.
- Dorong umpan balik dari produksi ke perkakas mengenai konsistensi komponen dan umur pakai perkakas.
Tim yang berpengetahuan luas sangat penting untuk memastikan ketepatan tetap terjaga sepanjang siklus hidup cetakan.
Kesimpulan
Presisi dalam cetakan cold heading dicapai melalui pendekatan terpadu yang melibatkan material berkualitas tinggi, teknik manufaktur canggih, inspeksi ketat, perakitan yang tepat, pelumasan yang konsisten, dan perawatan yang cermat. Setiap langkah berperan dalam memastikan bahwa pengencang diproduksi dengan toleransi yang ketat dan kinerja cetakan tetap stabil seiring waktu. Berinvestasi dalam presisi tidak hanya meningkatkan kualitas produk tetapi juga secara signifikan meningkatkan masa pakai alat dan efisiensi produksi secara keseluruhan.